Nikel tel, nikel-krom tel, bakır tel, altın tel, gümüş tel, kalay tel, platin tel, paladyum tel, pirinç tel, bronz tel
Yöntem, metal tel üretimi için kullanılabilir. Yöntem, bir metal folyo oluşturmayı, en az bir çekirdek tel oluşturmak için belirtilen folyoyu kesmeyi ve gerekli konfigürasyonu ve enine kesit boyutlarını vermek için belirtilen iletken telin bir profilini içerir. Yöntem özellikle bakır tel üretimi için uygundur, özellikle küçük çaplı (örneğin yaklaşık 0,005-0,5 mm) bir bakır tel, işlemin basitleştirilmesi ve maliyetlerin azaltılmasıyla elde edilir. 19 Cp f kristaller, 20 hasta.
Bu buluş bir tel yapma yöntemi ile ilgilidir. Daha spesifik olarak, bu buluş, metal folyonun şekillendirme aşamaları boyunca tel yapma, daha sonra folyoyu bir veya daha fazla tel halinde kesme ve telin istenen şekli ve enine kesit boyutunu vermek için canlı profil oluşturma yöntemi ile ilgilidir. Bu buluş özellikle bakır tel üretimi için uygundur.
İşlemin Geçmişi
Bakır tel üretiminin genel yöntemi aşağıdaki adımları içerir. Elektrolit kılıçlar, çubuk konfigürasyonunu almak için yuvarlanır. Çubuk daha sonra çekme çarkı boyunca soğuk işlemden geçirilir ve bu, art arda çapı azaltır ve telin uzunluğunu arttırır. Tipik bir üretim işleminde, üretim çubukları, esasen yamuk bir kesite, yuvarlatılmış kenarlara ve yaklaşık 45,16 cm2'lik bir enine kesit alanına sahip olan erimiş elektrolitik bakırı çubuk içine döker; Bu blok, köşeleri hizalamak için başlangıç aşamasındadır, bundan sonra 12 bir hadde makinesinin 7,94 standlarından geçirilir, bunun ardından XNUMX mm çapında bir bakır tel şeklinde yayınlanır, daha sonra bakır telin çapı telin istenen boyuna çıkarılır. çubuk standart bir yuvarlak çekme kalıbından geçirilerek azaltılır. Tipik olarak, bunlar art arda tavlama aşamasındaki tavlama işleminde makinelerde meydana gelen çapı azaltır ve bazı durumlarda işlenmiş teli azaltmak için ara tavlama aşamaları ile gerçekleştirilir.
Bakır tel üretmek için genel yöntem, kayda değer miktarda enerji ve daha yüksek işçilik ve malzeme maliyeti gerektirir. Erime, döküm ve sıcak haddeleme işlemi oksidasyon ürününe maruz kalır ve potansiyel tel çekme sırasında, çoğunlukla tel kopmaları şeklinde sorunlara neden olabilen rulo silindirlerdir.
Buluşa göre olan yöntemin avantajları nedeniyle, metal tel önceki tekniğe göre basitleştirilmiştir ve daha ucuza üretilmiştir. Buluşa göre olan işlemde granül edilmiş bakır, bakır oksit ya da geri dönüştürülmüş bakır gibi buluşun değişken bir düzenlemesinde, bu işlem ham madde olarak kullanılmakta olup, bu işlem birinci bakır katod üretimini içeren önceki teknik aşamalarının kullanılmasını gerektirmez, ardından eritilir, dökülür. ve bakır çubukların bir rezervini oluşturmak için sıcak haddeleme katotları.
İşlemin kısa bir açıklaması
Bu buluş, bir metal tel yapmak için aşağıdakileri içeren bir yöntem ile ilgilidir: (a) bir metal folyonun oluşturulması; (B) en az bir çekirdek tel oluşturmak için folyonun kesilmesi; ve (C) gerekli boyut ve konfigürasyon bölümünde tel üretmek için tel şeritlerinin profilinin çıkarılması. Bu buluş, bakır telin, özellikle çok küçük veya çok küçük çaplı bakır telin üretimi için özellikle uygundur, örneğin,> Ekteki çizimlerde aynı parçalar ve karakterler aynı rakamlarla belirtilmiştir.
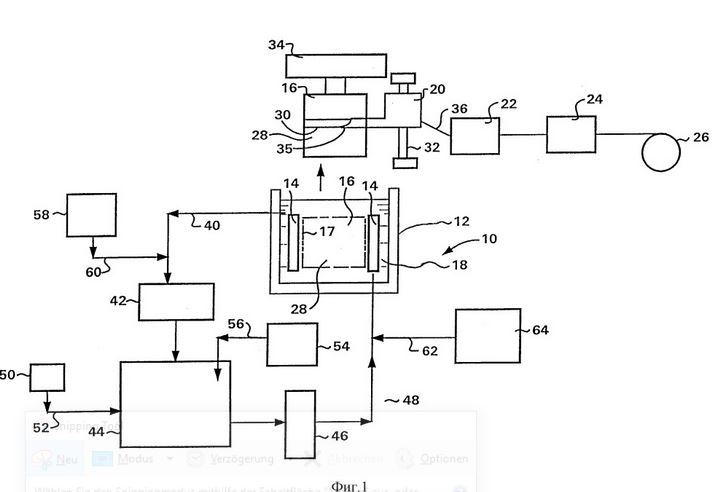
Şekil 1, bakırın dikey olarak yerleştirilmiş katot üzerinde galvanik bir koruma formunda biriktirildiği, bakır bir bakır folyo oluşturduğu ve daha sonra folyoyu kesen ve bakır tel şeritleri şeklinde yarıldığı buluşun alternatif bir uygulamasını gösteren bir akış şemasıdır. katod çıkarılır, bunun üzerine bakır tel, enine kesitin gerekli şeklini ve boyutunu bir bakır tel vermek üzere profillenir;
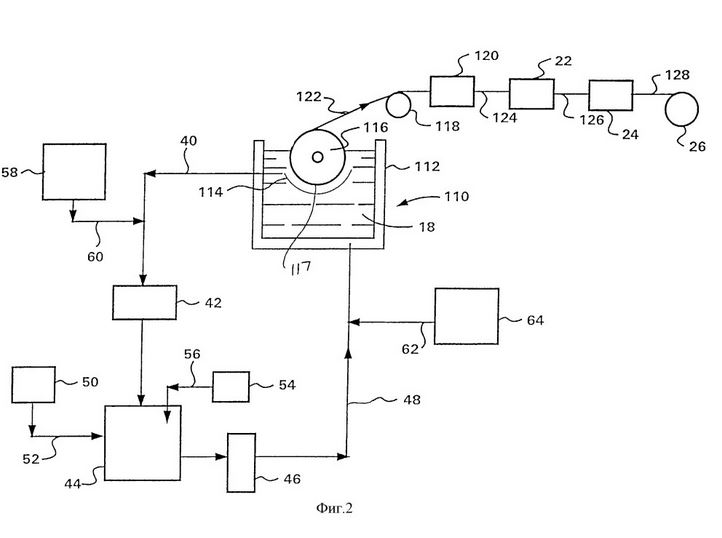
Şekil 2, bakırın bir veya daha fazla oluşturmak üzere katodtan çıkarılmış olan bir bakır folyo oluşturmak üzere yatay olarak yerleştirilmiş katot üzerinde galvanik koruma formunda biriktirildiği, buluşun bir başka uygulamasını gösteren bir işlem akışını gösterir. Tel bakır tel kesilir; bunun üzerine bakır telin telleri, bakır telin kesitinin gereken şeklini ve boyutunu oluşturmak üzere profillenir;
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
0,5mm'den daha ince nikel tel ve bakır tel üretimi
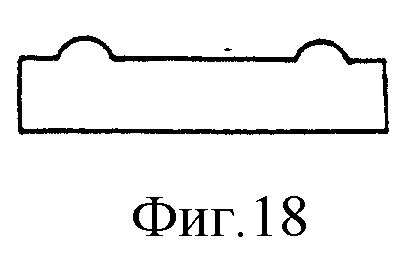
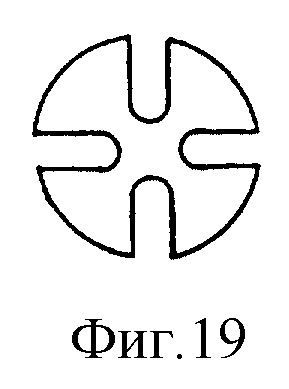
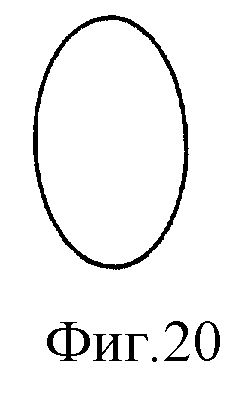
Şekil 3-20, buluşa göre yapılan telin kesitlerinin şeklini göstermektedir.
İşlemin tercih edilen uygulamalarının açıklaması
Sobrecaliente folyodan sonra yöntem ile üretilen tel. Bu metallerin örnekleri bakır, altın, gümüş, kalay, krom, çinko, nikel, platin, paladyum, demir, alüminyum, çelik, kurşun, pirinç, bronz ve bu metallerin alaşımlarıdır. Bu gibi alaşımların örnekleri, çinko, bakır ve gümüş ile bakır, kalay ve çinko ile bakır, bakır ve fosfor, krom-molibden, nikel-krom, nikel-fosfor, vb. Gibi bakır alaşımları, bakır ve bakır alaşımları özellikle tercih edilir.
Metal folyo bir veya iki teknikle üretilir. Metal şeritlerin veya çubukların kalınlığını mekanik olarak azaltan, haddeleme gibi mekanik olarak azaltan dövme veya haddelenmiş metal folyo. Kaplanmış film, metalin katod tamburu üzerine elektrolitik biriktirilmesi ve ardından kaplanmış bandın katottan ayrılmasıyla üretilir.
Metal folyo tipik olarak yaklaşık 0,005 mm ila 0,5 mm aralığında bir nominal kalınlığa sahiptir ve buluşun bir varyant düzenlemesinde yaklaşık 0,10 mm ila 0,36 mm bakır folyonun kalınlığı bazen ağırlık olarak ifade edilir. Mevcut buluşa göre folyo için ağırlık, ağırlık veya kalınlık değerleri yaklaşık olarak fid> 2 arasındadır: galvanik kaplama olan bakır folyo özellikle tercih edilir.
Buluşun farklı bir düzenlemesinde, galvanik bakır folyo, bir katod ve bir anotla donatılmış galvanik şekilli oyuktan geçer. Katot dikey veya yatay olarak monte edilebilir ve silindirik bir çekirdek şeklindedir. Anot, katodun yanındadır ve kavisli bir konfigürasyona sahiptir, anot ve katot arasında düzgün bir boşluk oluşturmak için katodun konfigürasyonunu tekrarlayın. Anot uzaklığına katod genellikle yaklaşık 0,3 ila 2 cm arasındadır Buluşun bir varyantında, çözünmeyen anot, kurşun, platin grubu metal (Pt, Pd, Ir, EN gibi) ile kaplanmış bir kurşun alaşım veya titanyumdan yapılır. Oksitler kaplanmıştır. Katot, elektrodeppozit bakırın alınması için pürüzsüz bir yüzeye sahiptir ve yüzey, buluşun farklı bir düzenlemesinde, paslanmaz çelik, paslanmaz çelik, krom veya titanyumdan yapılır.
Buluşun uygulamasının bir varyantında, bakır folyonun galvanik kaplaması yatay olarak monte edilmiş dönen bir silindirik katot üzerinde oluşturulmakta ve daha sonra, canlı bakır tel soyulmakta ve daha sonra istenen şekli ve enine kesit boyutunu elde etmek için bakır tel telleri oluşturulmaktadır.
Buluşun bir varyantında, elektro-metalleştirilmiş bakır folyo dikey olarak monte edilmiş bir katot üzerinde biriktirilir ve katodun etrafında ince bir silindirik bakır ceket oluşturur. Bu silindirik bakır kılıf, katottan ayrılan ince bir bakır tel teli oluşturmak üzere yarılır ve daha sonra istenen şekli ve enine kesit boyutunu elde etmek için profillenir.
Buluşun uygulamasının bir varyantında, bakır elektrolit çözeltisi, anot ve katot arasında akar ve katod üzerinde bakır birikimi için anot ve katot arasında etkili bir voltaj uygulamak için bir elektrik akımı uygulanır. Elektrik akımı, bir DC ofset ile DC veya AC olabilir. Elektrolitin anot ve katot arasındaki boşluktan geçen akış hızı, genellikle yaklaşık 0,2 ila 5 m / s aralığında ve buluşun bir değişken uygulamasında yaklaşık 1 ila 3 m / sn arasındadır. Elektrolit çözeltisi, genel olarak, örneğin genel olarak 70 ila 1 iwantlatina küvet aralığında, genel olarak yaklaşık 25 ila 100oC aralığında ve buluşun yaklaşık 40 ila 70oC arasında değişen bir düzenlemesinde, saf sülfürik asit konsantrasyonuna sahiptir. Bakır iyonlarının konsantrasyonu genel olarak yaklaşık 40 ila 150 g / L arasında ve buluşun bir değişken uygulamasında yaklaşık 70 ila 130 g / L arasında ve buluşun bir değişken uygulamasında yaklaşık 90 ila 110 g / L arasında değişir. Net klorid içindeki iyonların konsantrasyonu genel olarak yaklaşık 330 ppm ve buluşun bir değişken düzenlemesinde yaklaşık 150 ppm ve buluşun bir değişken uygulamasında yaklaşık 100 ppm'dir. Buluşun bir değişken düzenlemesinde, yaklaşık 20 ppm ve buluşun bir değişken düzenlemesinde yaklaşık 10 ppm ve buluşun bir değişken uygulamasında yaklaşık 5 ppm ve buluşun bir değişken uygulamasında yaklaşık 2 ppm ve buluşun bir değişken uygulamasında saf klorür iyonu konsantrasyonu ve Buluşun bir değişken uygulamasında, milyonda yaklaşık 1 partikül bulunur. Buluşun bir değişken düzenlemesinde, saf klorürün iyon konsantrasyonu yaklaşık 0,5 ppm'den daha az veya yaklaşık 0,2 ppm'den daha az veya yaklaşık 0,1 ppm'den daha az veya yaklaşık 0,1 ppm'den daha az ve hurdalarda yaklaşık 20 g / L'den daha fazla değildir ve tipik olarak daha fazla değildir Buluşun varyant bir düzenlemesinde yaklaşık 10 g / l akım yoğunluğu, genellikle yaklaşık 538 ila yaklaşık 32280 a / m2, yaklaşık 4304 ila 19368 a / m2 arasındadır.
Buluşun değişken bir düzenlemesinde, elektrodeppozisyonda, yaklaşık 400 m / s'ye kadar olan bir çevresel hızda dönen dikey olarak yerleştirilmiş bir katot kullanılarak ve buluşun yaklaşık 10 ila 175 m / s arasındaki bir değişken varyantında bakır serbest bırakılır ve Buluşun bir varyant düzenlemesinde yaklaşık 50 ila 75 m / s ve buluşun bir varyant düzenlemesinde yaklaşık 60 ila 70 m / sn. Buluşun bir değişken uygulamasında, elektrolit çözeltisinin dikey olarak monte edilmiş anot ve katod arasındaki yukarı doğru akışı, yaklaşık 0,1 ila 10 m / s aralığında ve buluşun bir değişken uygulamasında yaklaşık 1 ila 4 m / s aralığında ve buluşun yaklaşık 2 ila 3 m / s aralığındadır. ila XNUMX m / sn.
Bakırın elektrolitik biriktirilmesinde, elektrolit çözeltisi isteğe bağlı olarak bir veya daha fazla aktif sülfür içeren malzeme içerebilir. Bir veya daha fazla nitrojen atomuyla birlikte karbon atomuna bağlanan "aktif sülfür içeren MaterialScience" terimi de doğrudan karbon atomuna bağlanır. Bu bileşikler grubunda çift bağ bazı durumlarda mevcut olabilir veya bir kükürt atomu veya bir nitrojen ve bir karbon atomu arasında alternatif olabilir. Tiyokarbamid, aktif kükürt içeren uygun bir maddedir. Nükleer veya izotiyosiyanat ilişkisi S = C = N- olan uygun tiyokarbamid. Tiyosinamin (alliterasyon) ve tiyosemikarbazid için de uygundur. Aktif kükürt içeren maddeler, elektrolit çözeltisi içinde çözülebilir ve diğer bileşenlerle uyumlu olmalıdır. Buluşun bir varyant düzenlemesinde elektrolitik biriktirme sırasında elektrolit solüsyonundaki aktif sülfür içeren maddelerin konsantrasyonu tercihen yaklaşık 20 ppm ve yaklaşık 0,1 ila 15 ppm aralığındadır.
Bakır elektrolit çözeltisi ayrıca isteğe bağlı olarak bir veya daha fazla jelatin içerebilir. Jelatin, kolajen kaynaklı suda çözünür proteinlerin heterojen karışımlarıdır. Tercih edilen jelatin Kostany tutkalıdır, çünkü nispeten ucuz, ticari olarak temin edilebilir ve kullanımı kolaydır. Elektrolit çözeltisindeki jelatin konsantrasyonu, genellikle, milyonda yaklaşık 0,2 ila 10 kısım aralığında buluşun bir varyant düzenlemesindedir.
Bakır elektrolit çözeltisi isteğe bağlı olarak, elektrolitik olarak kaplanmış filmin özelliklerini kontrol etmek için teknikte bilinen başka katkı maddeleri de içerebilir. Örnekler, sakarin, kafein, melas, guar zamkı, arap zamkı, polialkilen glikoller (örneğin, polietilen glikol, polipropilen glikol, poliizopropilen, vb.), Ditiyotretol, amino asitler (örn., Prolin, hidroksiprolin, sistin, vb.), Akrilamid, glikoil, eterokloroil, etirokloroil, etirokloroil, etiroklorik , Alkilen oksit (örneğin, etilen oksit, propilen oksit, vb.), Sülfoalkilasyon, tiyokarbanilid, selenik asit veya bu bileşenlerin ikisinin veya daha fazlasının bir karışımı. Buluşun bir düzeneğinde bu katkı maddeleri, binde yaklaşık 20 bölüme kadar konsantrasyonlarda ve buluşun bir düzeneğinde binde yaklaşık 10 bölüme kadar kullanılır.
Buluşu düzenleyen bir varyantta, bakır elektrolit çözeltisi organik katkı maddesi içermez.
Bakırın elektrolitik birikiminde, uygulanan akım yoğunluğunun (I) mevcut yoğunluğa, Granello'ya oranının 0,3 seviyesinde tutulması tercih edilir. Yani, tercihen yaklaşık 0,4 veya daha az olması gerekir ve bir varyasyonda, buluşun düzenlemesi yaklaşık 0,3 veya daha azdır. Uygulanan akım yoğunluğu (I), elektrotun birim alanı başına uygulanan amper sayısını temsil eder. Akım yoğunluğu, bakır birikiminin olabileceği maksimum yoğunluk olan difüzyon (IL) ile sınırlıdır. Maksimum birikme oranı, bakır iyonlarının katod yüzeyine dağılma ve daha önce birikmiş iyonların yerine geçme hızıyla sınırlıdır. Bu, aşağıdaki denklem kullanılarak hesaplanabilir
Bu denklemde kullanılan semboller ve değerleri aşağıda açıklanmıştır:
karakterler
I Akım yoğunluğu A / cm2
IL Akım yoğunluğu difüzyonla sınırlıdır - A / cm2
n, yük - eşdeğer / mol ile eş anlamlıdır
F Faraday sabiti - 96487 ASEK / eşdeğeri
C Bakır iyonlarının hacim konsantrasyonu - mol / cm3
D difüzyon katsayısı cm2 / s
Konsantre sınır tabakasının kalınlığı - cm
t transfer bakır sayısıdır - sonsuz küçük değer
Sınır tabakasının kalınlığı viskozitenin, difüzyon katsayısının ve STK'ların bakır folyo biriktirme hızının bir fonksiyonudur:
Parametre - değeri
Ben (A / cm2) - 1,0
n (eşittir / mol) - 2
D (cm2 / sn) - 3.510-5
C (mol / cm3), Cu + 2 (CuS04) - 1,4910-3
Sıcaklık (C) - 60
Saf sülfürik asit (g / l) - 90
Kinematik viskozite (cm2 / s) - 0,0159
Akış hızı (cm / sn) - 200
Buluşun farklı bir düzenlemesinde, dönen bir katot uygulanır ve döndükçe katottan bakır bir folyo çekilir. Film, yaklaşık olarak dikdörtgen kesitli birçok canlı veya bakır şerit oluşturmak için bir veya daha fazla kesme adımıyla kesilir. Bir varyantta, buluşun düzenlemesi ardışık iki kesme aşaması kullanır. Buluşun bir düzenlemesinde, film, yaklaşık 0,025 ila 1,27 mm veya yaklaşık 0,102 ila 0,254 mm arasında bir kalınlığa sahiptir. Film, yaklaşık 6,35 ila 25,4 mm genişliğinde veya yaklaşık 7,62 ila 17,78 mm veya yaklaşık 12,7 mm olan teller halinde kesilir. Bu teller daha sonra, film kalınlığının çarpı 1 ila 3 olan bir genişliğe kesilir ve buluşun değişken bir düzenlemesinde, genişlik / kalınlık oranı yaklaşık 1,5: 1 ila 2: 1 arasındadır. Çekim öncesi Varetsa'da, yaklaşık 0,2 x 0,3 mm kadar yaşadı, daha sonra gerekli konfigürasyon ve kesit boyutlarına sahip teller elde etmek için yuvarlandı veya gerildi.
Buluşun farklı bir düzenlemesinde, döner bir katoda bakırın elektrolitik birikimi, katod üzerindeki bakırın kalınlığı yaklaşık 0,127 ila 1,27 mm veya yaklaşık 0,254 ila 0,763 mm veya yaklaşık 0,508 mm'ye ulaşana kadar silindirik bir çekirdek şeklindedir. Dilimleyici ince bir bakır tel üzerindeki bakırın kesilmesi için kullanılır, bu daha sonra katoddan soyulur. Dilimleme makinesi, katodun dönüşü sırasında katodun uzunluğu boyunca hareket eder. Oluk, tercihen bakır, katot yüzeyine 0,025 mm civarında ulaşmayan bir derinliğe keser. Buluşun bir varyantındaki kesilmiş bakır tellerin genişliği, yaklaşık 0,127 mm ila 1,27 mm veya yaklaşık 0,25 ila 0,762 mm arasındadır. veya yaklaşık 0.5 mm Buluşun değişken bir düzenlemesinde, bakır iletken, gerekli konfigürasyonları ve ebatları vermek için yaklaşık 0,127 x 0,127 mm ila 1,27 x 1,27 mm veya priblizhetsa'ya karşılık gelen kare veya büyük ölçüde kare bir kesite sahiptir.
Genel olarak, buluşa göre yapılmış bir metal tel, kesitin herhangi bir yapılandırmasına ve boyutuna sahip olabilir. Bu, Şekil 3-20'te gösterilen kesitin konfigürasyonunu içerir. Bunlar arasında dairesel bir enine kesit (Şekil 3), kare (Şekil 5 ve 7), dikdörtgen (Şekil 4), düz (Şekil 8), kaburgalarla düz (Şekil 18), bir yarış pisti biçiminde konfigürasyon (Şekil 6) bulunur. 13), poligonal (Şekil 16-9), yön (Şekil 11, 12, 19 ve 10), yıldız şeklinde (Şekil 17), yarım daire şeklindeki (Şekil 20), oval (Şekil 4), vb. Bu bölümlerin kenarları işaretlenebilir (örneğin, Şekil 5, 13, 16-6'te olduğu gibi) veya yuvarlak (örneğin Şekil 9-11, 12 ve 0,005'te olduğu gibi) olabilir. Bu tel türü, gerekli konfigürasyonları ve ebatları elde etmek için kullanılan bir veya bir dizi Turk profil kafası (Turks) ile yapılabilir. Bunlar, yaklaşık 0,5 mm ila 0,025 mm arasında ve buluşun değişken bir düzenlemesinde, yaklaşık 0,25 ila 0,025 mm arasında değişen bir enine kesit veya ebattaki çaplara sahip olabilirler ve buluşun bir değişken uygulamasında yaklaşık 0,127 ila XNUMX mm arasındadırlar.
Buluşun farklı bir düzenlemesinde, metal tel şeritleri, Robotnik yuvarlandığı zaman bir veya daha fazla profilleme yuvarlama kafası, Türk ile yuvarlanır. Buluşu somutlaştıran bir varyantta, bu makaralar yuvarlatılmış kenarlara sahip konfigürasyonlar (örneğin, dikdörtgen, kare vb.) Sağlayan yivlere sahiptir. Elektrikli tahrikli bir turbo yuvarlanma kafasıyla kullanılabilir. Haddeleme kafalarının (Turk) dönme hızı, yaklaşık 0,5 ila 25,4 m / s ve buluşun bir değişken uygulamasında, 1,52 m / s ve buluşun bir değişken uygulamasında 3,05 m / s olabilir.
Buluşun farklı bir düzenlemesinde, iletken tel, dikdörtgen şeklinde bir enine kesitli bir teli kare kesitli bir teli dönüştürmek için art arda üç ana kafadan (Turk) geçer. 0,127 x 0,254 mm İkinci silindirde, 0,132 x 0,244 mm enine kesitinde olan tellerdir. 0,132 x 0,244 mm. Üçüncü silindirde, 0,137 x 0,178 mm enine kesitinde olan teller. Haddelenmiş 0,137 x 0,178 mm.
Buluşun farklı bir düzenlemesinde, damarlar art arda iki yuvarlanma kafasından (Turk) geçer. Birinci kafa damarında, damarlar x 0,203 0,254 mm x 0,229 mm dönüşüm bölümü ile yuvarlanır.
İletken tel bilinen kimyasal, mekanik veya elektrolitik parlatma ile temizlenebilir. Buluşun bir varyantında, bakır folyodan kesilmiş veya uzunlamasına kesme ve katottan çıkarılarak alınan bakır tel telleri, ek profilleme için haddeleme kafasına Turk sokulmadan önce kimyasal, elektrolitik veya mekanik olarak temizlenir. Kimyasal temizleme, telin nitrik asit veya sıcak (veya yaklaşık olarak 25 ila 70oC arasındaki bir sıcaklıkta) sıcaklıkta aşındırılması için bir asit banyosu veya banyosundan geçirilmesiyle gerçekleştirilebilir. Elektro parlatma, elektrik ve sülfürik asit ile yapılabilir. Telin yüzeyindeki çapakları ve benzeri düzensizlikleri gidermek için mekanik temizlik fırçalar vb. İle yapılabilir. Buluşun farklı bir düzenlemesinde, tel, bir sodyum hidroksit çözeltisi ile temizlenir, yıkanır, çalıştırılır, sıcakla süzüldü (örneğin, 35oC civarında sıcaklıklarda) sülfürik asit, nispeten kısa bir uzunlukta, buluşa göre üretilen Sescoi teli ile elektrolitik olarak parlatılır (Örneğin, yaklaşık 152,5m ila 1525m, ve buluşun bir değişken varyantında, yaklaşık 305m ila 915m, ve buluşun değişik bir düzenlemesinde, 610m, ve, bu tel şeritleri, bilinen tekniklerle (örn., Butt kaynağı) teli göreceli olarak daha uzun (örneğin yaklaşık 30500 m'den daha büyük veya yaklaşık 61000 m'den daha büyük veya yaklaşık 1000000 m'den daha büyük) ile uzun ömürlü bir tel üretmek için kullanılan göbeklere benzer şekilde kaynak yapılır.
Buluşun farklı bir düzenlemesinde, buluşa göre üretilen iletken tel, dairesel bir enine kesit elde etmek için matris boyunca uzanır. Matris, tel içinde yaşayan adayların koniyi düzlem içi noktalar boyunca ve dışına geçirerek matrisle temas ettiği, yuvarlak bir enine kesite (örneğin kare, oval, dikdörtgen vb.) Giden bir geçiş olarak yapılandırılabilir. Matrisi seviyedeki noktalar boyunca sürükleyin. Buluşun değişken bir düzenlemesinde iç köşe, (yukarıda açıklandığı gibi) düzenli ve kaynaklı tellerle ilgili olan yaklaşık 8, 12, 16, 24-kapıdır. Buluşun farklı bir düzenlemesinde, 0,142 x 0,142 mm'lik bir kare kesite sahip olan bir mat çapraz boyunca yuvarlak bir kesite sahip olan ve 0,142 mm (N 35 ila AWG AWG telinin kesitsel çapına sahip olan bir telin etrafında bulunan tek bir geçişte uzanan bir tel) ) elde edilmiştir.
Genişletilmiş metal tel, özellikle buluşa göre üretilmiş, buluşun bir varyant düzenlemesinde üretilen bakır tel, dairesel bir enine kesite ve yaklaşık 0,005 ila 0,5 mm arasında bir çapa ve buluşun bir değişken düzenlemesinde yaklaşık 0,0254 ila 0,254 mm ve bir değişken düzenlemeye sahiptir 0,0254 ila 0,127 mm buluşu.
Buluşun uygulamasının bir varyantında, metal tel aşağıdaki kapaklardan bir veya daha fazlası ile kaplanır:
(1) kurşun veya kurşun alaşımı (% 80 Pb,% 20 Sn) B189 (Standart Amerikan Test ve Malzemeler Birliği (ASTM));
(2) Nikel B355 (ASTM);
(3) Gümüş B298 (ASTM),
(4) Kalay B33 (ASTM).
Bu kaplamalar uygulanır: (a) elektrik devrelerine yönelik tel lehimleme için koruyucu yetenek, (b) metal ile yalıtkan malzemeler arasında, örneğin elektriksel bir bağlantı yapmak için telli Ku yalıtımı veya c) yüksek sıcaklıktaki ortamlarda kullanıldığında metalin oksidasyonunu önler.
Kalay ve kurşun alaşımının en yaygın kaplaması ve saf kalay kaplaması; Telin özel ve yüksek sıcaklık versiyonlarında nikel ve gümüş kullanılmıştır.
Metal tel, erimiş bir metal banyosuna sıcak daldırma ile kaplanarak veya kaplanarak kaplanabilir. Bir varyantta, buluşun düzenlemesi kesintisiz bir işlem kullanır; Tel çekildikten hemen sonra kaplamayı uygulamanıza olanak tanır.
Bükülmüş tel, bükülmüş telin bükülebilmesi veya örülmesi yoluyla esnek bir tel haline getirilebilir. Belirli bir izin verilen yük için farklı esneklik dereceleri, tek tek iletkenlerin sayısı, boyutu ve konumu değiştirilerek elde edilebilir. Tek telli, eş eksenli, kablo demeti ve kirişli kablolar daha yüksek derecede esnekliğe yol açar; Son üç kategoriyle karşılaştırıldığında, daha fazla sayıda daha ince yaşayan teller daha fazla esneklik sağlayabilir.
Bükülmüş teller ve kablolar "puccinelli veya büküm makineleri" olarak bilinen ekipmanlarla yapılabilir. Daha önce Slyvania x sarıcı için kullanılan normal puckaway, cihazın yanında bulunur ve bir sarma silindiri etrafında dönen kollarda kullanılır. Sargının hızına göre kolun dönme hızı, taşıyıcıdaki eğimin uzunluğunu düzenler. Küçük, taşınabilir, esnek kabloların üretimi için, tek teller tipik olarak 0,254 mm (N 30 AWG) ila 0,044 mm (N 44 AWG) çapa sahiptir ve her bir kablo 30000 defaya kadar kullanılabilir.
Üniteye monte edilmiş, 18'e kadar mükemmel sarmalayıcıya sahip tüp gözetleyicilerle kullanılabilir. Tel, yatay bir düzlemde kalırken her bir silindirden beslenir, boru şeklindeki tamburun içinden geçirilir ve tamburun dönme hareketi nedeniyle telin diğer iletkenleri ile birlikte döndürülür. Damarın ucunu sarmak için, kirişin son konfigürasyonunu oluşturmak üzere bir yakınsak matristen geçer. Son kiriş, aynı zamanda cihazın içinde bulunan bir makara üzerine sarılır.
Buluşun uygulamasının bir varyantında, tel bir yalıtım veya kılıf ile sağlanır. Üç tip yalıtım veya kılıf malzemesi kullanılabilir. Bu polimerik malzemeler, cila, emaye ve yağlı kağıttır.
Fileproperty rubber (EPR), silikon kauçuk, politetrafloroetilen (PTFE) ve florlanmış etilen propilen (FEP) 'de. Poliamid kapaklar, asıl sorun yangın emniyeti olduğunda, binek araçların elektrik kablolarında kullanılır. Doğal kauçuktan yapılabilir. Sentetik kauçuklar, kaynak ve madencilik kabloları gibi iyi bir esneklikle desteklenmesi gerekiyorsa kullanılabilir.
Birçok PVC tipi için uygundur. Birkaç refrakter malzeme içerirler. PVC iyi dielektrik dayanıma ve esnekliğe sahiptir ve en uygun maliyetli geleneksel yalıtım ve örgü malzemelerinden biri olduğu için özellikle uygundur. Genel olarak iletişim alanında, bina kablolarındaki kontrol kabloları ve alçak gerilim güç kabloları ile birlikte kullanılır. PVC'nin izolasyonu tipik olarak, 75oC'ye kadar düşük sıcaklıklarda uzun süreli işlem gerektiren uygulamalarda seçilir.
Düşük ve stabil dielektrik sabiti nedeniyle, polietilen sadece en iyi elektriksel özelliklere ihtiyaç duyduğunuzda kullanılabilir. Aşınmaya ve solventlere karşı dayanıklıdır. Esas olarak iletişim alanındaki kabloları bağlamak için kullanılır ve DL güvenlidir ve sonra vulkanize edilir, en iyi ısı direnci, daha iyi mekanik özellikler, daha yüksek dayanıklılık ve dış baskıların etkisi altında çatlamaya karşı duyarlılık sunar. Özel bir yapı seçimi, polietilenin çapraz bağlarla yangına dayanımını sağlayabilir. Uzun süre etkili olan normal maksimum, yaklaşık 90oC'lik bir çalışma sıcaklığıdır.
PTFE ve FEP, elektrik kablosu nozullarını, elektronik ekipman kablolarını ve özel kontrol kablolarını, yüksek sıcaklık dayanımı, solvent direnci ve yüksek güvenilirlik yalıtımı için kullanılır. Bu elektrik kabloları yaklaşık 250oC'ye kadar olan sıcaklıklarda çalıştırılabilir.
Bu polimer bileşikleri, telin ekstrüzyonu ile uygulanabilir. Ekstrüderler, termoplastik polimerlerin peletlerini veya tozlarını sürekli bir kaplama halinde dönüştüren cihazlardır. Yalıtım bileşiği, onu uzun bir ısıtma odasına yönlendiren bir hazneye yüklenir. Sürekli dönen vida, peletleri, polimerin eridiği ve sıvı hale geldiği sıcak bir bölgeye taşır. Kameranın sonunda, erimiş kütle, ekstrüderin üstündeki küçük bir matris boyunca hareket ettirilir, su soğutulur ve sarılır. EPR ve VPE yalıtımlı tel tercihen soğutma ve tam çapraz bağlama için kürleme odasından geçer.
Film kaplı tel, genellikle ince, sarılmış tel, genellikle ince, esnek bir boya filmi ile kaplanmış bakır tel içerir. Bu yalıtımlı bakır tel, elektrikli ekipmandaki mıknatıs bobinlerini yapmak için kullanılır ve yüksek kırılma gerilimine dayanmalıdır. Isı aralığı, boyanın bileşimine bağlı olarak yaklaşık 105 - 220oC arasındadır. Polivinil asetal, kompleks polyesterler ve epoksi reçineleri bazlı cila.
Lake emaye kaplama ekipmanı, büyük miktarlarda canlı telin aynı anda yalıtımı için tasarlanmıştır. Buluşun bir varyantında, tel şeritleri, teli sıvı cila ile kaplayan ve kaplamanın kalınlığını kontrol eden aplikatör cilasından geçirilir. Ardından tel, kaplamayı sertleştirmek için bir dizi fırından geçer ve son olarak obrabotochka teli cihazdan birkaç kez atlar. Ayrıca uygun tipte toz kaplama. Geleneksel lakelerin vulkanizasyonu için tipik olan çözücülerin ekstraksiyonunu gereksiz hale getirir ve böylece üreticinin tüketiciyi koruma mevzuatı, sağlık (OSHA) ve EPA standartlarının standartlarını karşılamasını kolaylaştırır. Bu tür tabakaların tozunu uygulamak için elektrostatik püskürtme, akışkanlaştırılmış tabakalar ve benzer araçlar kullanılabilir.
Şimdi, buluşun uygulama örneğinde gösterilen seçeneklere ve daha özel olarak Şekil 1'e bağlantılarla birlikte, bakırın katot çevresinde ince bir silindirik bakır kabuğu oluşturan elektrolitik katot tarafından biriktirildiği bir bakır tel yapımı için bir yöntem tarif edilmiştir. ; bu silindirik bakır kılıf daha sonra katottan uzaklaşan ince bir bakır tel teli oluşturmak üzere yarılır ve daha sonra istenen düzenlemenin telini ve kesitin boyutlarını (örneğin yuvarlak bir sap) alacak şekilde profillenir. Yaklaşık 0,005 ila 0,5 mm çapındaki bir kesit). Bu yöntemi gerçekleştirmek için kullanılan aparat 10 elektrolit odasını içerir, dikey bir UTorolit 12 olan bir tank 18 içerir. Ayrıca 20 kesicisi, 22 Turk ana silindiri, 24 matrisi ve 26 bobini de dahildir. Noktalı katot 16, 18 deposundaki elektrolit 12'e daldırılır; ayrıca kabın 12'inden ve kesme aletinin 20'unun boylamasına ekseni boyunca alınır. Katot 16, 12 tankında olduğunda, 14 anodu ve Katot 16, eşeksenli olarak monte edilir ve 16 katodu, 14 anotunun içinde bulunur. Katot 16, 400 m / s'ye kadar çevresel bir hızda ve buluşun değişken bir düzenlemesinde, yaklaşık 10 ila 175 m / s'ye ve buluşun değişken bir düzenlemesinde, yaklaşık 50 ila 75 m / s, ve içinde döndürülür. Buluşun bir varyant uygulaması yaklaşık 60 ila 70 m / sn'dir. Elektrolit çözeltisi 18, katot 16 ve 14 anotu arasında, yaklaşık olarak 0,1 ila 10 m / s hızında, ve bir varyantta, buluşun bir uygulaması, yaklaşık 1 ila 4 m / s ve bir varyantında yukarı doğru akar. 2 ila 3 m / sn hakkında buluş.
Anot 14 ve katot 16 arasında katod üzerinde bakırın elektrolitik birikimi için uygulanan voltaj. Buluşun bir düzenlemesinde, uygulanan akım sabit bir akımdır ve buluşun bir düzenlemesinde bir DC kaymasına sahip alternatif bir akımdır. Metalik bakırın üzerinde 28 bakır, 17 katodunun 16 yüzeyinin etrafına silindirik bir kabuk şeklinde yerleştirilir. Bakırın katot 16'i üzerindeki elektrolitik birikimi, bakırın kaplama 28'inin kalınlığı istenen seviyeye ulaşana kadar devam eder, örneğin yaklaşık 0,127 ila 1,27 mm, sonra elektrolitik birikim sonlandırılır. Katot 16, 12 kabından çıkarılır. Bakır kılıf 28 yıkanıp kurutulabilir. Uzunlamasına kesici 20, 32 vidası boyunca hareket eder, katot 16'in destek ve tahrik elemanı 34 vasıtasıyla merkez ekseni etrafında dönmesi. 35 döner bıçakları, 28 bakır mahfazasını, 0,0254 17 katod yüzeyinden yaklaşık 16 mm derinliğe kadar keser. Katottan soyulmuş dikdörtgen kesitli canlı 36 teli 16, ana kesiti 22 Turk'ün içinden geçirilir ve burada tel kesitinin yapılandırmasını kare yapılandırmaya dönüştürmek için döndürülür. Daha sonra, tel, kesitin yapılandırmasının dairesel bir kesite dönüştürüldüğü 24 matrisi içinden çekilir. Ardından tel 26 bobini üzerine sarılır.
Biriktirme işlemi, elektrolit 18 çözeltisindeki bakır iyonları ve organik katkı maddelerinin içeriğini azaltır. Bu bileşenler sürekli desteklenmektedir. Elektrolit solüsyon 18, 12 saklama kapasitesinden 48 hattına alınır. 50 tankından gelen sülfürik asit, 44 hattı üzerinden 52 devulkanizasyonunda sağlanır. 54 tankından gelen bakır, 44 kanalı üzerinden 56 devulkanizasyonuna beslenir. Buluşun bir varyantında, bakır, 44 devulkanizasyonuna granül edilmiş bakır, hatalı bakır tel, bakır oksit veya bakır hurdası şeklinde sokulur. Devulkanizasyonda, 44 bakır sülfürik asit ve hava ile çözülür ve bakır iyon içeren bir çözelti oluşturur. 40 hattında tank 58 hattından 60 hattına kadar devridaim çözeltisine organik takviyeler eklenir. Buluşun bir varyantında, aktif bileşen içeren madde, 48 hattını 62 tankından 64 hattına doldurarak devridaim çözeltisine eklenir. Organik katkı maddelerinin teslim oranı, buluşun bir değişken uygulamasında, 14 mg / dak / kA, buluşun bir değişken uygulamasında, 0,2 ila 6 mg / dak / kA ve buluşun bir değişken uygulamasında 1,5 ila 2,5 mg / oranındadır. dak / kA. Buluşu düzenleyen bir varyantta, organik katkı maddeleri eklenmez.
Şekil 2'te gösterilen buluşun bir varyantı, Şekil 1'te gösterildiği gibi elektrolit banyosu 10'in bir 1 bükülmüş anot ile değiştirilmesi haricinde, Şekil 114'te gösterilen varyantla aynıdır; dikey olarak monte edilmiş silindirik katot 16, yatay olarak monte edilmiş bir silindirik katot 116 ile değiştirilir; ve bir kesici 20, vida 32 ve bir destek 34 ve destek 118 ile destek ve tahrik elemanı 120 değiştirilir.
Elektroliz banyosunda 110 voltajı, anot 114 ve katot 116 arasına uygulanır ve katod üzerinde bakırın elektrolitik bir şekilde birikmesini sağlamak için kullanılır. Bir varyantta, sabit akım ve buluşun bir varyantında, DC kaymalı bir alternatif akım kullanılır. Elektrot çözeltisi 18'teki katod 117'in çevresel yüzeyindeki 116'teki bakır iyonlarına bağlı elektronlar, burada metalik bakır, 117 yüzeyindeki bakır folyo tabakası şeklinde biriktirilir. Katot 116 kendi ekseni etrafında döndürülür ve sürekli bir sırt 117 formunda katod yüzeyinin 122 yüzeyinden bir film tabakası çıkarılır. Elektrolit, yukarıda tarif edildiği gibi, Şekil 1'te gösterilen buluşun değişken düzenlemesine göre dolaştırılır ve yeniden doldurulur.
Bakır folyo 122, katot 116'ten uzaklaşır ve 118 silindiri üzerinden geçer ve uzunlamasına bir kesme cihazı olan 120 ile kağıt yüzeyli kesilir, burada 124 kesitli 122 içinde kesintisiz bir işlem sırasında bakır folyo 120 ile beslenir. Buluşun bir varyantında, bakır folyo 116 katodundan çekilir, bir rulo şeklinde depolanır ve daha sonra dilimleme cihazında çalıştırılır. Dikdörtgen iletken 124, uzunlamasına bir kesme cihazı 120 tarafından ana kafa 22 Turk boyunca yönlendirilir, burada kare kesitli bir canlı 126 elde etmek için yuvarlanır. Daha sonra 126 telleri, 24 matrisi içerisinden çekilir ve yuvarlak kesitli bakır tel 128'e dönüştürülür. Bakır tel 128, 26 bobini üzerine sarılmıştır.
Buluşu açıklamak için aşağıdaki örnekler verilmiştir.
Örnek 1
Elektrolit banyosunda 0,18 g / cm2 ağırlığında elektrolitik bakır folyo ve bakır iyonları 50 g / l konsantrasyonuna sahip bir elektrolitik çözelti ve 80 g / L sülfürik asit konsantrasyonuna sahip elektrolitik bakır folyo Saf klorür çözeltisindeki iyonların konsantrasyonu sıfırdır ve elektrolit organik bir katkı maddesi değildir. Film kesilir, daha sonra ana baş Türk'ün içinden geçirilir ve daha sonra bakır bir tel oluşturmak için bir kalıptan çekilir.
Örnek 2
2133,6 mm genişliğe sahip bantlarda orijinal genişliği 6,35 mm olan elektrolitik bakır forodesin kesiciler İlk uzunlamasına kesici genişliği 2133,6 mm'den 609,6 mm'ye, ikincisi 609,6 mm'den 50,8'ye düşürür , 50,8 mm ve üçüncüsü - 6,35 mm'den 6,35 mm'ye kadar 0,305 mm bant genişliği 0,203 mm'lik bantlar halinde kesilir. Bu şeritler veya bakır tellerin kesilmesi, kesit boyutu x 0,305 0,305 mm olan bakır tel, profillerin ve şekillerin işlenmesi için hazırlanır. Hazırlık, temizleme, yıkama, durulama, durulama, dağlama, elektrolitik cilalama, durulama ve kurutmadan oluşur. Tek tek tel şeritleri birbirine kaynaklanır ve bir rulo üzerine sarılır, böylece daha sonraki işlemlerde çözülebilirler. İletken tel temizlenir ve çapaksızdır. Silindirler ve çekme aletlerinin bir kombinasyonu ile dairesel bir enine kesit elde edilmesi gerektiğini vurguluyorlar. İlk geçiş olarak, ana başlık Türk'ün bir güç tahrikiyle minyatürleştirilmesi, damarların kenarlarının boyutunu 0,254 mm'den yaklaşık 0,279-0,203 mm'ye düşürmek için kullanılır. Bir sonraki geçiş, bu boyutların ek olarak yaklaşık 0,254-0,201 mm'ye düşürüldüğü ve enine kesitin genel konfigürasyonunun bir kare olduğu ikinci ana başlık Türk'ten geçer. Her iki geçit de sıkıştırılır, MSD sıkıştırma yönüdür) ve tel uzunluğunu arttırır. Kenarlar her geçişte yuvarlanır. Tel daha sonra yuvarlatıldığı ve uzatıldığı ve 32 mm (N XNUMX AWG) çapına sahip olduğu çizim matrisinden beslenir.
Bu buluşun bir avantajı, metal folyonun, özellikle de elektrodeppozisyon ile bir bakır folyonun üretiminde, bir folyonun telinin özelliklerinin, elektrolit çözeltisinin bileşimi ile büyük ölçüde kontrol edilebiliyor olmasıdır. Örneğin, hiçbir organik katkı maddesi içermeyen ve milyonda 1 tanecikten daha az iyonik konsantrasyonda saf klorür iyon iyonuna sahip ve buluşun değişken bir düzenlemesinde sıfır veya büyük ölçüde sıfır, özellikle ultra ince bakır tel üretimi için uygun olan elektrolit çözeltileri (örneğin; yaklaşık 0,455 mm ila 0,0008 mm ve buluşun bir değişken uygulamasında yaklaşık 0,001 mm).
Buluş, uygulamalarının tercih edilen varyantları açısından açıklanmış olmasına rağmen, bir uzmanın açıklamalar üzerindeki çalışmasının bu şekilde yapılabilecek çeşitli modifikasyonları ortaya çıkaracağı anlaşılmalıdır. Bu nedenle, burada otopleniya metal tel resmi, en az bir çekirdek tel oluşturmak için folyo kesmek ve telin gerekli konfigürasyonunu ve enine kesit boyutlarını vermek için profilli teller dahil olmak üzere, önceden şekillendirilmiş bir metal folyoyu bir Yaklaşık 0,025 - 1,27 mm aralığındaki kalınlık açığa çıkar.
2. S. 1'e göre bir usul olup, özelliği metal telin bakır, altın, gümüş, kalay, krom, çinko, nikel, platin, paladyum, demir, alüminyum, çelikten oluşan gruptan seçilen bir malzemeden yapılmış olmasıdır. Kurşun, pirinç, bronz veya bu malzemelerden bir veya daha fazlasına sahip bir alaşım.
3. S. 1'e göre bir usul olup, özelliği, kullanılan malzemenin, bakır ve çinko, bakır ve gümüş, bakır, kalay ve çinko, bakır ve fosfor, krom ve molibden, nikel ve krom alaşımlarından oluşan gruptan seçilen bir alaşım olmasıdır. ve nikel ve fosfor.
4. S. 1'e göre usul olup, özelliği, malzemenin bakır veya bakır bazlı bir alaşım kullanmasıdır.
5. S. 1'e göre usul olup, özelliği metal folyonun elektro kaplama ile üretilmesidir.
6. S. 1'e göre usul olup, özelliği, alınan sünek bakır folyonun olmasıdır.
7. 5 maddesine göre usul olup, özelliği filmin bir anot ve yatay olarak monte edilmiş bir katot içeren bir elektrolit banyosunda oluşturulmasıdır.
9. S. 5'e göre bir yöntem olup, özelliği filmin bir anot ve dikey olarak monte edilmiş bir katot içeren bir elektrolit banyosunda oluşturulmasıdır.
10. S. 5'e göre bir usul olup, özelliği, filmin katoddaki elektrolit banyosunda oluşturulması, ardından tel şeritleri oluşturmak için katotta düzenlenen uzunlamasına bir kesme folyosunun gerçekleştirilmesi ve daha sonra telleri katoddan çıkarmasıdır.
11. S. 1'e göre usul olup, özelliği filmin kesilmesinden önce katodun elektrolit banyosundan uzaklaştırılmasıdır.
12. S. 5'e göre bir yöntem olup, karakterize edici özelliği, anot ve katot arasındaki elektrolit akışının, filmin oluşumu sırasında uygulanması ve katod bakır folyoya biriktirilmesi için etkili bir voltaj üretilmesidir.
13. S. 12'e göre usul olup, özelliği, klorür iyonları konsantrasyonuyla kullanılan elektrolit çözeltisinin bir milyonda yaklaşık 5 saat olmasıdır.
14. S. 12'e göre usul olup, özelliği, elektrolit çözeltinin organik katkı maddeleri olmadan kullanılmasıdır.
15. P'ye göre yöntem. 12, karakterize edici özelliği, kullanılan maddeyi içeren, jelatinin oluşturduğu gruptan seçilen elektrolit çözeltisinin, aktif kükürt, sakarin, kafein, melas, guar zamkı, arap zamkı, polietilen glikol, polipropilen glikol içeren bileşiklerin uygulanabilmesidir. Poliizopropilen, ditiotreitol, prolin, hidroksiprolin, sistein, akrilamid, sülfopropil, tetraetiletilendiamin, benzil klorit, epiklorohidrin, klorohidroksipropil, etilen oksit, propilen oksit, sülfoalüminil tiolibanenil tirenikarenil
17. 1. sayfaya göre yöntem olup, özelliği, elektrolit çözeltisinin bakır iyonları konsantrasyonu yaklaşık 40-150 g / l, serbest sülfürik asit konsantrasyonu yaklaşık 70-170 g / l, klorür iyonlarının konsantrasyonu 5 saate kadar olmasıdır. bir milyon.
18. s. 12'ye göre yöntem olup, karakterize edici özelliği, filmin, yaklaşık 538-32280 a / m2'lik bir akım yoğunluğunda ve anot ile katot arasında yaklaşık 0,2-5 m / s'lik bir elektrolit akış hızında katot üzerinde biriktirilmesidir. olur.
19. S. 1'e göre usul olup, özelliği, telin yuvarlak bir enine kesit yapılandırmasına sahip olmasıdır.
20. S. 1'e göre usul olup, özelliği, kare, dikdörtgen, çapraz, yıldız, daire, m şeklindeki telin enine kesite sabitlenmesidir.
Nadir Toprak ve Metaller Enstitüsü tarafından Rus patentinin çevirisi. Bu makalede kullanılan Almanca dili için özür dileriz, sonuçta konu içerikle ilgili.